





La trasformazione di fusione personalizzata è una parte metallica prodotta dal processo di cuscinetto. Utilizza principalmente una pressione con uno stampo di fusione installato. Il metallo liquido riscaldato come rame, zinco, alluminio o lega di alluminio viene versato nell'ingresso della macchina del cespuglio. La macchina per coltivazione del fusteggiatura è fustellata per lanciare parti della forma e delle dimensioni limitate dallo stampo.
Losier Technology Development Co., Ltd. è produttore e fornitore di alluminio di casting riservato di alta qualità.
La fusione per stampo personalizzata è un processo di fusione dei metalli. È un metodo di fusione che riempie la cavità di uno stampo in acciaio con liquido in lega fusa ad alta velocità ad alta pressione e solidifica il liquido in lega sotto pressione per formare una fusione, che è in qualche modo simile alla "modanatura iniezione di plastica".
Casting per stampo personalizzato è una parte metallica prodotta dal cestino. Utilizza principalmente una pressione con uno stampo di fusione installato. La lega di rame liquido, zinco, alluminio o alluminio riscaldato viene versato nella porta di alimentazione della macchina da stampo. La macchina per coltivazione del fusteggiatura è fustellata per lanciare parti della forma e delle dimensioni limitate dallo stampo. È ampiamente utilizzato in molti campi, tra cui l'industria delle valvole, le attrezzature mediche, le parti automobilistiche, le attrezzature di alimentazione, le attrezzature per l'energia eolica, le macchine per stampaggio a iniezione e altri campi.
| Materiale | ADC12, YL113, YL102, A380, A360, ecc. |
| Processo | Casting per gravità, fusione permanente, fusione di metallo |
| Secondo processo | Elaborazione CNC, trattamento superficiale e trattamento termico |
| Rugosità superficiale | Radium 6.3-RA12.5 |
| Tolleranza al casting | CT4-CT9, o secondo la richiesta del cliente |
| Tolleranza di elaborazione | +/- 0,01 o come disegno |
| Trattamento superficiale | Solissione, spruzzatura in polvere, spruzzatura della vernice, rivestimento elettroforetico, trattamento di esplosione, ossidazione anodica, pittura a spruzzo, lucidatura, placcatura. |
| Applicazione | Dispositivi medici, parti automobilistiche, parti elettroniche, parti di mobili, elettrodomestici e altri usi industriali |
| Strumento di prova | Spettrometro, metro di coordinate, pinza, micrometro, tester di carico del proiettore, misuratore di durezza, misuratore di rugosità |



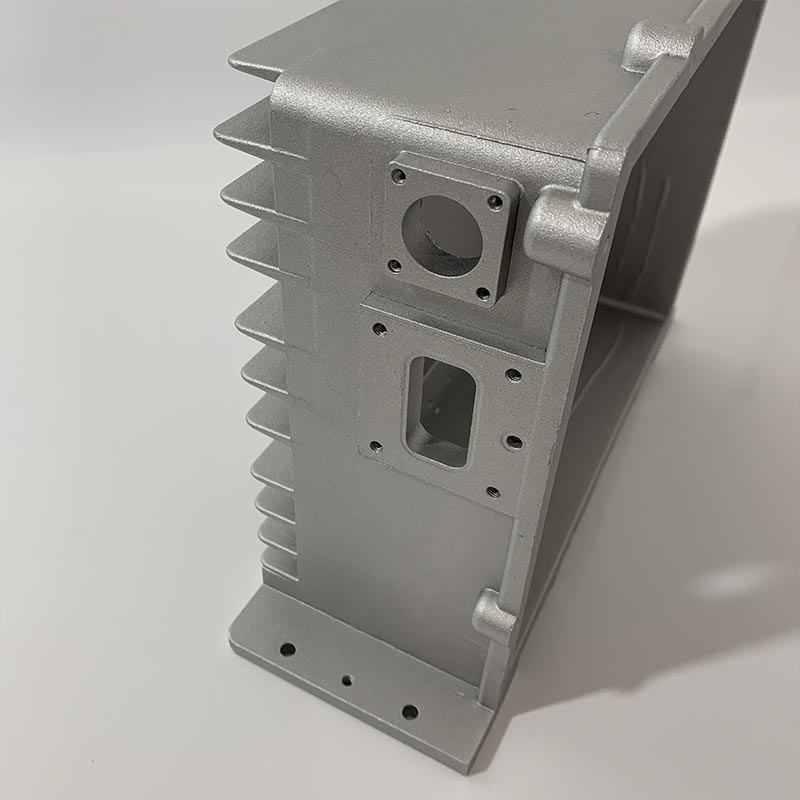
Forma complessa: le getti d'imposta possono produrre parti metalliche con forme complesse, contorni chiari, pareti sottili e cavità profonde.
Alta precisione: la superficie dei getti di matrice è piatta e la consistenza delle dimensioni è alta.
Elevata efficienza di produzione: il processo di fusione ha un'elevata efficienza di produzione e un alto tasso di utilizzo del materiale. Per ottenere la forma del prodotto desiderata è necessaria solo una piccola quantità di elaborazione successiva.
A seconda dei diversi materiali e usi metallici, le getti d'imposta possono essere divise nelle seguenti categorie:
Casting di muore di rame
Casting di zinco
Casting da morire in alluminio
Preparazione dello stampo: durante il processo di preparazione, i lubrificanti devono essere spruzzati nella cavità dello stampo. I lubrificanti possono aiutare a controllare la temperatura dello stampo e facilitare la deformazione dei getti.
Riempimento e iniezione: dopo la chiusura dello stampo, il metallo fuso viene iniettato nello stampo ad alta pressione, che va da circa 10 a 175 MPa. Quando il metallo fuso viene riempito, la pressione verrà mantenuta fino a quando la fusione si solidifica.
Rimozione della sabbia: l'asta di spinta spinge fuori tutte le getti e separa il residuo, tra cui il cancello dello stampo, il corridore, il cancello e il flash. Questo processo viene generalmente completato stringendo la fusione attraverso una speciale stampo di taglio.
Post-elaborazione: i getti d'impatto possono avere problemi come bolle e bara durante il processo di produzione e potrebbero esserci anche problemi come la scala residua di sabbia e ossido di stampo. Pertanto, dopo che la produzione è stata completata, sono necessari lavori di post-elaborazione, tra cui macinazione, lucidatura, spruzzatura, elettroplazione, ecc., Al fine di rendere più bella la superficie della fusione migliorando la sua resistenza alla corrosione e le proprietà meccaniche.









